
Limba

A Hârtia Tube Machinepoate arăta simplu la suprafață - rulați hârtie, aplicați adeziv, tăiați la lungime. În fabricile reale, punctele de durere apar rapid: rezistență instabilă a tubului, mizerie de lipici, timpi de oprire frecvente, schimbări lente de dimensiune, și reduceri inconsecvente care creează deșeuri și plângeri ale clienților. Acest articol detaliază procesul de fabricare a tuburilor, cele mai frecvente dureri de cap de producție și capacitățile mașinii care de fapt rezolva-le. Veți primi, de asemenea, o listă de verificare practică pentru cumpărare, un tabel de la caracteristici la punctele dureroase și un manual de întreținere, astfel încât să puteți rula ture stabile cu mai puține surprize.
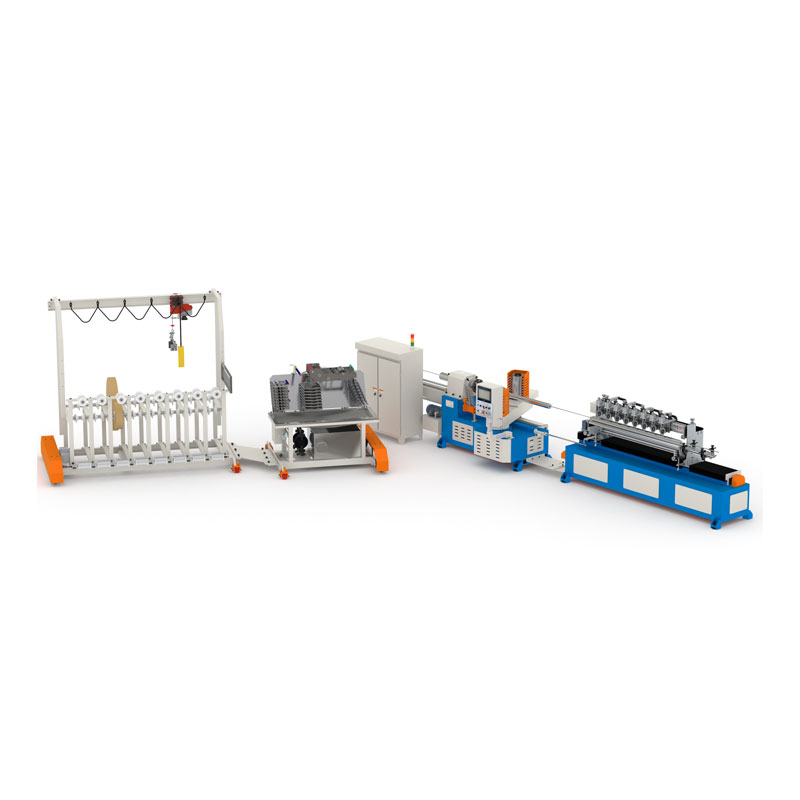
A Mașină cu tuburi de hârtieformează tuburi prin înfășurarea mai multor straturi de hârtie în jurul unui dorn (uneori numit arbore sau miez), lipindu-le cu adeziv, apoi tăind tubul la lungimea necesară. În funcție de industria dvs., tubul finit poate fi un tub de ambalare, un film sau un miez textil, un corp de cutie compozit sau un tub structural folosit ca manșon de protecție.
Diferența dintre un „producător de tuburi” care pur și simplu funcționează și o linie care imprimă bani (politicos) este consistența: tensiune constantă, aplicare constantă a adezivului, presiune constantă de înfășurare și tăiere constantă. Când aceste variabile se deplasează, obțineți tuburi slabe, ovalitate, delaminare, praf, contaminare cu lipici sau toleranță slabă la lungime.
Punctul de durere 1: rezistență inconsecventă a tubului
Clienților nu le pasă că loturile de hârtie variază sau că umiditatea sa schimbat peste noapte. Dacă tubul se zdrobește, se delaminează, sau se prăbușește în timpul bobinării/ambalării, pierzi încrederea și marja. Problemele de rezistență se datorează de obicei la controlul tensiunii hârtiei, uniformitatea adezivului și stabilitatea presiunii de înfășurare.
Punctul de durere 2: mizerie de lipici și lipire instabilă
Prea mult adeziv cauzează alunecarea, contaminarea și timpul de nefuncționare la curățare. Prea puțin cauzează delaminare și articulații slabe. O cale de livrare controlată a adezivului (și o rutină de curățare prietenoasă cu operatorul) este adesea cea mai rapidă actualizare a rentabilității investiției.
Punctul de durere 3: Schimbări lente
Dacă comutarea diametrelor sau a grosimii peretelui durează pentru totdeauna, veți evita varietatea de produse și veți rata comenzile. Schimbările rapide de dimensiune se bazează pe mecanisme de reglare rapidă, referințe clare de configurare și rețete digitale stabile.
Punctul de durere 4: Precizie slabă de tăiere și margini aspre
Tăieturile proaste apar ca nepotrivire a lungimii, bavuri, capete zdrobite și plângeri ale clienților. Stabilitatea de tăiere depinde de rigiditate, starea lamei, sincronizarea cu viteza de avans a tubului, și o metodă curată de manipulare a prafului.
Dacă evaluați o linie nouă, nu începeți prin a întreba „Care este viteza maximă?” Începe prin a întreba: „La specificațiile tubului nostru, ce viteză rămâne stabilă pentru o tură completă, fără deriva de calitate?”
Înțelegerea procesului vă ajută să identificați unde se strecoară instabilitatea. Majoritatea producției de tuburi de hârtie urmează această secvență:
Un grajdMașină cu tuburi de hârtienu este „o singură caracteristică”. Este un lanț: dacă tensiunea variază, lipiciul devine neuniform; dacă adezivul este neuniform, presiunea înfășurării se comportă diferit; dacă presiunea înfășurării se modifică, calitatea tăierii se modifică. Echipamentul bun face ca lanțul să fie previzibil.
Iată capabilitățile care tind să conteze cel mai mult atunci când producția este reală, nu teoretică:
| Problemă de producție | Capacitatea mașinii care ajută | Ce ar trebui să cauți în timpul evaluării |
|---|---|---|
| Delaminarea tubului / lipirea slabă | Aplicare stabilă a adezivului și cale controlată a adezivului | Chiar și folie de lipici, piese ușor de curățat, intervale clare de configurare pentru gramajul hârtiei și grosimea tubului |
| Tuburi ovale / rotunjime slabă | Sistem de formare rigid și presiune de înfășurare stabilă | Citiri constante ale OD/ID ale tubului, vibrații minime, funcționare lină la viteza țintă |
| Ridurile și nealinierea stratului | O bună ghidare a hârtiei și stabilitate la tensiune | Traseu curat al benzii, frânare/control fiabil, aliniere repetabilă după schimbările bobinei |
| Margini aspre / nepotrivire de lungime | Sincronizare precisă a tăierii | Tăiați mostre pe o perioadă lungă: verificați bavurile, capete zdrobite, consistența toleranței de lungime |
| Prea multe resturi în timpul pornirii | Referințe de configurare rapidă și comenzi ușor de utilizat | Ajustări ușoare ale parametrilor, indicatori clari, rezultate stabile după repornire |
| Timp de nefuncționare de la curățare și blocaje | Acces la întreținere și consumabile previzibile | Pași simpli de curățare, zone de lipire/tăiere accesibile, piese de uzură standard |
Observați ce lipsește: promisiuni vagi. Cele mai bune conversații de cumpărare se învârt în jurul specificațiilor tubului și realității tale de schimbare. Dacă un furnizor poate explica cum auMașină cu tuburi de hârtierămâne stabilă pe o perioadă lungă de timp – în special în timpul schimbărilor și repornirilor rolelor – atunci te apropii de o decizie bună.
Înainte de a compara ofertele, blocați-vă cerințele. O mașină care este perfectă pentru tuburile de ambalare cu pereți subțiri poate fi greșită pentru miezurile industriale grele. Utilizați lista de verificare de mai jos pentru a evita să cumpărați „aproape corect”.
Definiți cerințele dvs. de tub
Cereți o gândire de proof run
| Ce trebuie validat | Cum să-l validezi | Indiciu de trecere/eșec |
|---|---|---|
| Stabilitate dimensională (OD/ID/rotunzime) | Măsurați tuburile pe o durată lungă și după o repornire | Derive minimă, citiri stabile fără rotirea constantă a butonului |
| Consistență a forței de legătură | Tăiați secțiuni transversale și verificați uniformitatea lipirii stratului | Fără zone uscate evidente, fără strângere excesivă a lipiciului |
| Calitate tăiată | Inspectați capetele pentru bavuri/strivire; verificați toleranța de lungime | Marginile curate și lungimea repetabilă pe loturi |
| Experiență de operator | Rugați operatorii să execute proceduri de schimbare a bobinei + repornire | Procesul rămâne calm; configurarea este clară și repetabilă |
| Realism de întreținere | Parcurgeți pașii de curățare + înlocuirea pieselor de uzură | Design accesibil și rutine simple care nu vor fi omise |
Controlul calității pentru producția de tuburi nu trebuie să fie complicat; trebuie să fie consecvent. Dacă rulați unMașină cu tuburi de hârtiela scară, deviația mică devine rapid costisitoare.
Sfat de profesionist: dacă deșeurile dvs. cresc „aleatoriu”, de obicei nu este aleatoriu - urmăriți când se întâmplă (după schimbarea rolei, după opriri, în perioadele umede), și veți găsi un model pe care îl puteți remedia.
Uptime este o strategie, nu o dorință. Cel mai simplu mod de a păstra aMașină cu tuburi de hârtiestabil este de a trata întreținerea ca parte a producției. Iată o abordare practică pe care o folosesc multe plante:
| Frecvenţă | Ce să fac | De ce contează |
|---|---|---|
| Pe schimb | Curățați zonele de contact cu adeziv, îndepărtați praful de hârtie din apropierea tăierii, verificați slăbirea evidentă | Previne acumularea care cauzează instabilitate a legăturii și tăieturi slabe |
| Zilnic | Inspectați lamele/uneltele, verificați ghidajele de aliniere de bază, verificați piesele în mișcare pentru zgomot neobișnuit | Captează uzura devreme înainte de a deveni fier vechi și timp de nefuncționare |
| Săptămânal | Rutina de lubrifiere, curățare mai profundă, confirmă tensiunea și stabilitatea alimentării | Stabilizează procesul și previne deriva |
| Lunar | Revizuiți inventarul de piese de schimb, inspectați componentele cheie de uzură, reîmprospătați pregătirea de reîmprospătare a operatorului | Reduce opririle de urgență și menține operațiunile consistente între echipe |
Când depanați, începeți cu simptomele și lucrați înapoi: dacă tăieturile sunt aspre, nu învinovăți imediat lama - verificați stabilitatea alimentării tubului și vibrațiile. Dacă apare delaminarea, nu dați imediat vina pe hârtie - verificați uniformitatea adezivului și deplasarea tensiunii. Diagnosticul calm bate ajustările de panică de fiecare dată.
Cumpărarea de echipamente este un lucru. Să o conduci fără probleme ani de zile este alta. O relație bună cu furnizorul include de obicei: asistență practic pentru punerea în funcțiune, îndrumări clare de operare, piese de uzură accesibile și servicii receptive pentru depanare. Scopul este simplu: păstrați-vă linia previzibilă, astfel încât programul de livrare să rămână fiabil.
Dacă vă aprovizionați de la Wenzhou Feihua Printing Machinery Co., Ltd., tratați conversația ca pe un plan de producție: împărtășește-ți specificațiile tubului, realitatea materială și ținta de ieșire - apoi întreabă cum rămâne stabilă mașina pe perioade lungi, reporniri și schimbări frecvente de dimensiune. Calitatea răspunsurilor pe care le primiți vă va spune mai multe decât ar putea vreodată o broșură.
Î: Ce informații ar trebui să pregătesc înainte de a solicita o ofertă pentru o mașină cu tuburi de hârtie?
O:Pregătiți-vă intervalul de diametrul tubului, intervalul de grosime a peretelui, intervalul de lungime, gramajul hârtiei/numărul de straturi, preferința tipului de adeziv, rezultatul țintă pe schimb și orice cerințe speciale (finisare finală, controlul prafului, toleranțe strânse, schimbări frecvente de dimensiune). Cu cât introducerile dvs. sunt mai clare, cu atât recomandarea este mai precisă.
Î: Cum știu dacă problemele mele de rezistență a tubului provin de la mașină sau de la hârtia brută?
O:Verificați modelele. Dacă delaminarea crește după schimbarea bobinei, se oprește sau se schimbă umezeala, este probabil implicată stabilitatea procesului (tensiune, uniformitate a adezivului, presiune de înfășurare). Dacă se întâmplă în mod constant în toate condițiile, materiile prime sau compatibilitatea adezivului ar putea fi factorul principal.
Î: Care este o modalitate realistă de a evalua calitatea tăierii?
O:Nu judeca după câteva mostre. Solicitați o perioadă lungă la specificațiile dvs., apoi inspectați capete tăiate și consistența lungimii în timp, mai ales după o repornire. Curățenia constantă și toleranța contează mai mult decât o singură tăietură „perfectă”.
Î: Viteza mai mare este întotdeauna mai bună?
O:Doar dacă calitatea rămâne stabilă pentru o tură completă. Viteza mare cu dimensiuni în derivă sau opriri frecvente de curățare pot produce o producție mai puțin vândută decât o linie puțin mai lentă și mai stabilă.
Î: Ce sarcini de întreținere protejează cel mai direct calitatea?
O:Curățarea zonei adezive, gestionarea prafului în apropierea tăierii și verificările de rutină pentru vibrații și slăbiciune sunt mari câștiguri. Acestea previn „micul derive” care creează în liniște resturi.
Sunteți gata să potriviți mașina cu tuburi de hârtie potrivită cu specificațiile tubului și obiectivul zilnic de producție?
Spuneți-ne intervalul de diametru, grosimea peretelui, toleranța la lungime, tipul hârtiei și capacitatea țintă - și vă vom ajuta să mapați o configurație practică care acordă prioritate producției stabile, schimbărilor rapide și tăierilor curate. Dacă doriți mai puține surprize și ture mai previzibile, contactaţi-nepentru a discuta aplicația dvs. și pentru a solicita o soluție personalizată.











